Optimization of Friction Stir Welding Parameters for Dissimilar Al1060–C11000 Joints using Hybrid Taguchi-GRA Technique
Keywords:
Al–Cu Welding, Dissimilar Metal Joints, Intermetallic Compounds, Tensile Strength, Flexural Strength, Taguchi Method, Grey Relational Analysis, ANOVAAbstract
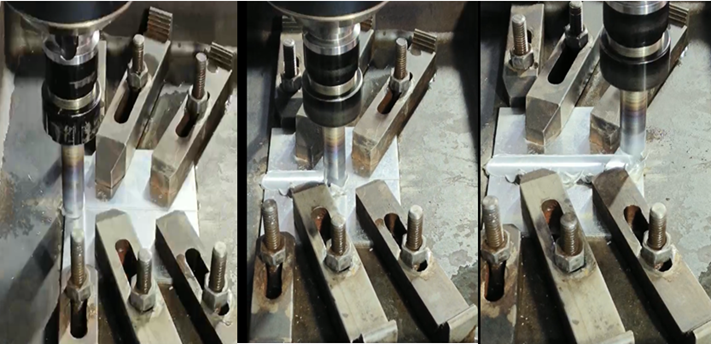
This research work presents a systematic investigation of friction stir welding (FSW) between aluminum (Al1060) and copper (C11000) using a D2 tool steel, with a focus on optimizing mechanical performance. Three key factors, i.e., shoulder diameter (18, 20, and 22 mm), tool rotational speed (800, 1000, and 1200 rpm), and welding speed (90, 120, and 150 mm/min) were selected based on prior studies and preliminary trials. L9 Taguchi orthogonal array was employed to efficiently evaluate the effects of selected parameters on tensile and flexural strengths. Multi-response optimization was performed by combining Taguchi analysis with Grey Relational Analysis (GRA), and the relative significance of each parameter was quantified using analysis of variance (ANOVA). The optimal welding condition was identified as a 20 mm shoulder diameter, 1200 rpm rotational speed, and 90 mm/min welding speed, providing maximum tensile and flexural strengths of 145 MPa and 285 MPa, respectively. ANOVA results showed that welding speed is the most effective factor affecting tensile strength (49.5%) and flexural strength (55.8%). Microstructural analysis showed that the selected parameters could successfully inhibit the overgrowth of intermetallic compounds and facilitate the refining of SZ, thereby enhancing fracture characteristics and mechanical properties. The originality of this work is the Hybrid Taguchi–GRA–ANOVA scheme and microstructure validation for different Al–Cu dissimilar FSW, and its results provide practical clues to industrial process optimization, finally towards high-strength, reliable joints with reduced experimental cost and enhanced production efficiency.